产品详情
产品详情一、产品详情
化工行业中水回用设备主要是以膜生物处理技术应用于化工废水再生利用的水处理设备。化工行业的废水基本特征:水质成分复杂,副产物多,反应原料常为溶剂类物质或环状结构的化合物,增加了废水的处理难度;(废水中污染物含量高,这是由于原料反应不完全和原料、或生产中使用的大量溶剂介质进入了废水体系所引起的;有毒有害物质多,精细化工废水中有许多有机污染物对微生物是有毒有害的,如卤素化合物、硝基化合物、具有杀菌作用的分散剂或表面活性剂等;生物难降解物质多,B/C比低,可生化性差;废水色度高等等。
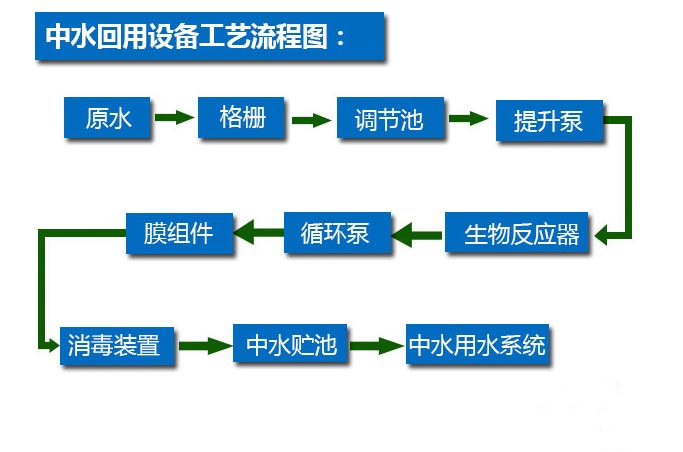
化工行业中水回用设备是一体化全自动的生物膜反应器,也叫MBR设备它的生物处理技术可完全代替了传统的中水处理工艺,其可从进水到达标出水一体达成,可大大的减少用地面积和人工,而且出水稳定易操作可高效的去除水中的各种有毒物质和细菌,产出污泥量非常少,而水中的悬浮物质几乎接近零排出,还含有消毒杀菌的作用,直接处理到中水达标的标准。
200吨/天中水回用设备(如下图) 600吨/天中水回用设备(如下图)
 ---
---
500吨/天中水回用设备 (如下图) 1000吨/天中水回用设备(如下图)
 ---
---
二、我们公司的优势对比
| 对比项目 | 宏森环保 | 同行其它公司 |
| 公司规模 | 300人以上 | 86%同行少于50人 |
| 行业经验 | 多年行业经验 | 90%同行5年以下 |
| 企业实力 | 2000万注册资金 | 88%同行300万以下 |
| 售后服务 | 全国33个售后服务点 | 95%同行无服务点 |
| 研发基地 | 4个研发基地,自主研发 | 90%同行无研发 |
| 工厂规模 | 4个工厂约20000平方米 | 80%同行无工厂 |
| 生产规模 | 不低于300套/月 | 86%同行少于20套 |
| 合作客户 | 超万家合作商,主要世界500强企业,远销海外 | 83%同行合作为中小型企业 |
| 专利证书 | 拥有10项专利证书 | 85%同行无 |
| 荣誉证书 | 近百项荣誉证书 | 80%同行10项以下 |
三、我们产品的技术优势
| 产品核心技术 | 技术优势 | 解决问题 |
| 1.全智能操作系统 | 可通过网络或手机进行远程监控,随时启动或停止设备运行,操作更方便快捷 | 解决操作上手难度大 |
| 2.远程监控系统 | 自动化程度高,只需定时巡检。 | 解决维护人员定时操作 |
| 3.设备自动检测报警功能 | 全自动检测,设备发现故障问题及时通过手机短信、声控或光控报警。 | 解决设备故障未及时发现问题,人工检测时间长 |
| 4.自动回流监控系统 | 设备产水后水质是否合格,可通过监控系统监测水质。 | 解决水质不合格自动回流过滤 |
| 5.管道连接技术 | 4级以上焊工证工程师手工焊接或德国进口自动焊接机焊接,焊点光滑、自然、美观。 | 解决管道焊接残留痕迹和不美观 |
| 6.预处理过滤罐体 | 玻璃纤维+不饱和树脂+25%亚克力材料制成的罐体,可抗极寒极热环境甚至10级地震。 | 解决碰撞发生破裂问题 |
| 7.高碘值进口椰壳活性碳 | 吸附效果是普通活性碳的5倍以上,有效保护RO膜和EDI使用寿命。 | 解决RO膜和EDI的寿命短问题 |
| 8.精细石英砂技术 | 过滤效果是普通石英砂3倍,多重保护RO膜使用寿命。 | 解决RO膜的寿命短和过滤效果 |
| 9.新疆军工棉 | 质韧色白,使用寿命长,过滤效果好,过滤精度低。 | 解决过滤效果不彻底问题 |
| 10.系统运行稳定 | 设备安装调试完成,移交使用后,设备故障率仅为0.18%,远低于同行6.9%。 | 解决设备运行过程中高故障率问题 |

膜生物处理技术应用于废水再生利用方面,具有以下几个特点:
(1)能高效地进行固液分离,将废水中的悬浮物质、胶体物质、生物单元流失的微生物菌群与已净化的水分开。分离工艺简单,占地面积小,出水水质好,一般不须经三级处理即可回用。
(2)可使生物处理单元内生物量维持在高浓度,使容积负荷大大提高,同时膜分离的高效性,使处理单元水力停留时间大大的缩短,生物反应器的占地面积相应减少。
(3)由于可防止各种微生物菌群的流失,有利于生长速度缓慢的细菌(硝化细菌等)的生长,从而使系统中各种代谢过程顺利进行。
(4)使一些大分子难降解有机物的停留时间变长,有利于它们的分解。
(5)膜处理技术与其它的过滤分离技术一样,在长期的运转过程中,膜作为一种过滤介质堵塞,膜的通过水量运转时间而逐渐下降有效的反冲洗和化学清洗可减缓膜通量的下降,维持MBR系统的有效使用寿命。
(6)MBR技术应用在城市污水处理中,由于其工艺简单,操作方便,可以实现全自动运行管理,在污水处理工程中得到了成功应用。

化工污水及各种其它污水